


联系我们

当前位置:
聊城 立朋金属护栏有限公司 >
利州当地今日热点
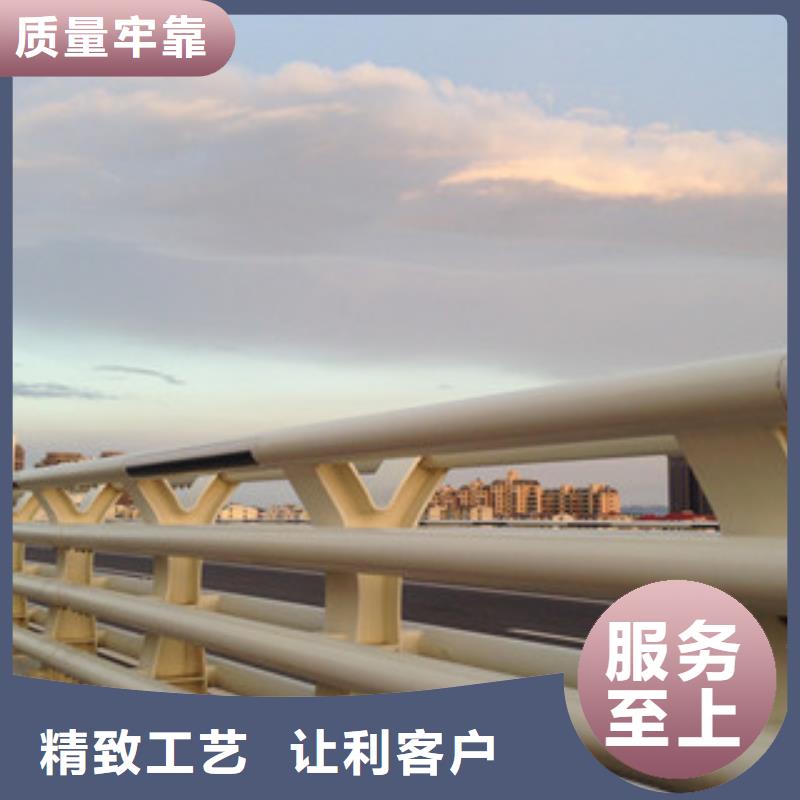
公路防撞护栏-一心为客户
更新时间:2025-01-21 00:05:20 浏览次数:7 公司名称:聊城 立朋金属护栏有限公司
以下是:公路防撞护栏-一心为客户的产品参数
| 最小起订 | 1 |
|---|---|
| 质量等级 | SA |
| 是否厂家 | 是 |
| 产品材质 | 按图纸 |
| 产品品牌 | 立朋 |
| 产品规格 | 2000*1200 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | HL |
| 可售卖地 | 全国 |
| 产品重量 | 35Kg/米 |
| 产品颜色 | 按需做 |
| 质保时间 | 1年 |
| 外形尺寸 | 2000*1200 |
| 适用领域 | 全领域 |
| 是否进口 | 否 |
| 产品功率 | 4500W |
| 工作温度 | -20度以上 |
| 表面处理 | 静电喷塑 |
| 高度 | 按图纸定做 |
| 使用范围 | 桥梁 河道 道路 景观 |
| 材质 | 按客户图纸要求 |
以下是:公路防撞护栏-一心为客户的图文视频





在广元市利州区采买公路防撞护栏-一心为客户到立朋金属护栏有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:许经理-15563511788,QQ:155238804,地址:《聊城经济开发区汇通物流园B区116室发货到四川省 广元市 利州区、元坝区、朝天区、旺苍县、青川县、剑阁县、苍溪县》。 四川省,广元市,利州区 利州区先后获卫生城市、森林城市、中国旅游城市、中国人居环境范例奖城市、中国低碳发展试点城市、全国科技进步先进县(区)、全国知识产权强县工程试点区、全国乡村治理体系建设试点单位等称号,是中国西部生态环境和适宜人居的城市之一。
公路防撞护栏-一心为客户的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:公路防撞护栏-一心为客户的图文介绍


1.关于什么是公防撞护栏
全新优质类型产品,属于在安装生产中,能够发挥重大利用价值,并且利用品质的优良类型代表,属于镀锌丝编织加工形成的耐用物质,他在材质表面上,镀有一层防腐保护膜,可以在多个公路领域当中,发挥重大的利用价值,成为目前科学使用,以及整体利用价值高、环保方面强的综合设备物质。公路防撞护栏网,采用了更为耐用,并且舒适方,能够快速隔离防护,具有更为优质方面的用途。
2、其他材质公路护栏网类型
另外还具有其他类型公路金属护栏网类型,表现稳定方面主要包含有:公路框架护栏网、铁丝护栏网、其他类建设护栏网等等,这些均是更为重要,并且利用性高、同时可以在多个领域方面中,发挥重要利用方面的价值,同时公路材质护栏网表面采用稳定耐腐结构可以在多多个领域方面来使用。相这也将对于物质更大综合利用价值。
3、二者材质一样吗?
针对于具体材质,二者是否属于同一种物质呢,关键方面,还是在于了解为基础的本质,公路防护网可用咋公路道路隔离、公路两侧生产建设方面中,形成了更为耐用,并且利用性能强等特性,但是相比之下,公路护栏网则是属于安装在道路两旁,并且凸显了公路与中间隔离护栏方面的不同性,这些方面,更将是我们使用、发展护栏网必须要解决的问题,只有正确处理,那么二者相之间的利用关系,也将更大方面来凸显。
总体来讲,针对于物质更大、以及材质更方面,必须保证拥有合理以及稳方面的利用机会,成为我们科学、并且多种利用场合,更大利用方面的关键。
全新优质类型产品,属于在安装生产中,能够发挥重大利用价值,并且利用品质的优良类型代表,属于镀锌丝编织加工形成的耐用物质,他在材质表面上,镀有一层防腐保护膜,可以在多个公路领域当中,发挥重大的利用价值,成为目前科学使用,以及整体利用价值高、环保方面强的综合设备物质。公路防撞护栏网,采用了更为耐用,并且舒适方,能够快速隔离防护,具有更为优质方面的用途。
2、其他材质公路护栏网类型
另外还具有其他类型公路金属护栏网类型,表现稳定方面主要包含有:公路框架护栏网、铁丝护栏网、其他类建设护栏网等等,这些均是更为重要,并且利用性高、同时可以在多个领域方面中,发挥重要利用方面的价值,同时公路材质护栏网表面采用稳定耐腐结构可以在多多个领域方面来使用。相这也将对于物质更大综合利用价值。
3、二者材质一样吗?
针对于具体材质,二者是否属于同一种物质呢,关键方面,还是在于了解为基础的本质,公路防护网可用咋公路道路隔离、公路两侧生产建设方面中,形成了更为耐用,并且利用性能强等特性,但是相比之下,公路护栏网则是属于安装在道路两旁,并且凸显了公路与中间隔离护栏方面的不同性,这些方面,更将是我们使用、发展护栏网必须要解决的问题,只有正确处理,那么二者相之间的利用关系,也将更大方面来凸显。
总体来讲,针对于物质更大、以及材质更方面,必须保证拥有合理以及稳方面的利用机会,成为我们科学、并且多种利用场合,更大利用方面的关键。



立朋金属护栏有限公司主营: 广元利州河堤护栏,我司是一家专业制造 广元利州河堤护栏的生产企业。本公司自行设计、制造 广元利州河堤护栏。本公司始终以质量、诚信为本、服务为发展方针,以开拓发展湛新的技术为前进动力,本公司热忱欢迎社会各界人士光临指导、惠顾洽谈,共谋发展。


现代建筑护栏设施与新型材料随着时间的推移,产品的研发与更新也随之飞跃发展。那么不锈钢扶手立柱与传统烧焊型扶手有什么区别呢?下面为大家介绍一下
1.产品的结构与规格。传统烧焊型不锈钢扶手是由管型现场焊接组成的;而不锈钢扶手立柱是由钢板、底板、活动头、配件等组装而成。扶手立柱的规格可以根据场地、客人的需求去定制生产,包括高度、厚度、宽度;而传统型的烧焊管型扶手由于形状与结构的限制,都会给定制规格增加难度与限制。
2. 产品的性能与款式。不锈钢扶手立柱的性能比较多样化,导致款式也随之而变。比如说一款挂玻璃的扶手立柱跟穿钢丝的扶手立柱,性能的不一样,所用的配件也不一样。而传统烧焊型的扶手就是单一性的。
3. 产品的安装。传统烧焊型扶手都是现场烧焊,栏杆比较多,花费的工时比较长,而且会比较肮脏;而新型不锈钢扶手立柱易于装拆,对于大型建筑工程来说是非常有利的。
4.产品的外观。传统烧焊型扶手都是单一性的,而新型不锈钢扶手立柱是可以根据客人的需要去定制,款式也是不定期发布新品、新款以满足市场的需求,跟上时代的时尚潮流。
5.产品的表面处理。产传统烧焊型的扶手几乎都以镜光为主;而不锈钢扶手立柱表面处理用得比较广泛的有砂光、镜光、钛金、水镀等。



护栏的防锈处理及防锈工艺流程
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。

今年在广元市利州区购买公路防撞护栏-一心为客户有了新选择,立朋金属护栏有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的公路防撞护栏-一心为客户产品。如需购买或咨询,请随时联系我们,联系人:许经理-15563511788,QQ:155238804,地址:经济开发区汇通物流园B区116室。